



Věříme, že rovné příležitosti mezi státy, firmami a jednotlivci jsou cestou k prosperitě jednotlivců i základem k rozvoji naší civilizace. Pokud dostaneme příležitost ukázat přínosy naší technologie, uděláme vše, co je v našich silách, abychom podpořili váš růst a udržitelnost vaší výroby.
Hledáme spojence, staňte se součástí příběhu technologie 4dot.

„Když jsme v rámci technologického monitoringu nasadili náš první senzor přetvoření, vydržel v kovárně pár hodin,“ vzpomíná Jan Otoupalík na začátek vývoje senzorů. Tým 4dot vedený oběma zakladateli postupně přešel na polovodičový měřící prvek a vyvinul předepjaté pouzdro. Vytvořili tak 30krát citlivější senzor, než jsou konvenční foliové tenzometry. Důkazem posunu stavu techniky v globálním měřítku je získaný patent. Ve stejném roce získal senzor i Zlatou medaili na MSV v Brně.

V letech 2018 až 2021 4dot zapomnělo na svoje hodnoty. Ochranu životního prostředí, snižování spotřeby materiálu a vytváření jednoduchých řešení. Bylo nutné vrátit see k vývoji produktů a zákazníka mít opět jako partnera při vytváření udržitelného průmyslu.
Jan Otoupalík vzpomíná na nejzásadnější změnu: ,,Na přelomu roku 2020 a 2021 jsem objevil kulturní kapitál. Byl po generace v našem regionu a rodině. Najednou bylo kde brát know-how jak stavět produkt, směřovat obchod, marketing a budovat nezávislou firmu.“

Technická diagnostika se léta omezovala na stroje, kde je minimální šum, tedy kde se signál o procesu nemísí se signálem o kondici stroje. Oba zakladatelé, Josef Burian a Jan Otoupalík, chtěli produkt s globálním potenciálem. Zaměřili se tedy na stroje, kde má šum významnou roli, jako jsou tvářecí stroje a broušení. Bylo tak třeba vyvinout zpracování signálu, které oddělí signál výrobního procesu od signálu stroje. Řešením je simultánní zpracování signálu z více senzorů, tj. MUSA analýzy. Efekt je stejný, jako když se díváte jedním okem a pak oběma. Díky oběma očím získáte hloubku.

‚‚Při zpětném pohledu se nám v počátku ohromně dařilo, ale mysleli jsme si, že děláme spoustu věcí špatně,“ vzpomíná Jan Otoupalík. Přicházela spousta nových lidí, kteří měli firmu rozvíjet, pokračovat v tom, co začali zakladatelé. Jen lépe a efektivněji. Ve skutečnosti však firma ztrácela jen svoje hodnoty.

Každá organizace potřebuje den, od kterého píše svoje dějiny. Ve 4dot mu říkáme Den nezaložení. Naši zakladatelé měli vždy spoustu nápadů, výsledkem většiny z nich bylo, že se vydali do světa.
Před Velikonoci 2015 Jan Otoupalík už věděl, že vývoj diagnostiky v ZKL končí. Domluvil se tedy s Josefem, že půjdou na Zelený čtvrtek na zelené pivo. Vzhledem k nečekaným povinnostem se setkali až večer, to už nebyla příležitost se na čemkoliv domluvit. Znovu se sešli a domluvili o pár dní později. Dodnes se nepovedlo zjistit, který den to byl. Naše dějiny tak píšeme od Zeleného čtvrtku, 2. dubna roku 2015.
Josef Burian po ukončení studia sbíral zkušenosti ve firmě Honeywell 2014. V roce přešel do PBS Turbo a pak již přímo budovat 4dot.
Jan Otoupalík v roce 2012 odjíždí na Erasmus na švédskou univerzitu Chalmers. Studuje zpracování signálu, ale Chalmers je také jedna z předních univerzit v oblasti udržitelného rozvoje. Jeho studiu se věnuje i Jan, získané znalosti 4dot využije při vzniku našich produktů.
Jan Otoupalík nastupuje do koncernu ZKL, kde se zabývá výzkumem a vývojem diagnostiky ložisek. ZKL Brno je výrobce soudečkových ložisek, která se používají nejčastěji v pomaloběžných aplikacích. Toto předurčuje jeho technickou specializaci.

Prvního září nastupují Josef Burian a Jan Otoupalík do stejné třídy gymnázia. Jejich vztah začíná spoluprací v hodinách matematiky a fyziky. Zanedlouho už společně navštěvují zábavy v okolí. Po maturitě nastupují na strojní fakultu VUT v Brně. Na té se postupně rozdělí. Josef studuje mechaniku těles a Jan mechatroniku.

Zetor byl v šedesátých letech jedním z Československých podniků, které měly konkurenceschopný produkt pro západní trhy. O tom, jak Zetor vyvíjel, vyráběl, a hlavně prodával traktory po celém světě, Jan Otoupalík slyšel nesčetněkrát od svého dědy, který byl do roku 1968 ekonomickým náměstkem brněnského Zetoru. Postupy Zetoru při vývoji a prodeji traktorů vyvedou 4dot roku 2021 ze slepé uličky.

Mladé Československo začíná zbrojit a praděda našeho zakladatele Jana Otoupalíka opouští obchodní činnost a vrací se do nářaďovny brněnské Zbrojovky, kde pracoval před Velkou hospodářskou krizí. Tím určil hodnoty, které se budou v rodině předávat po generace a dají impulz vzniku 4dot. Již zakladatelé Zbrojovky v roce 1918 věděli, že nezávislý stát potřebuje vlastní průmysl.

Cílem 4dot byl od počátku produkt s pozitivním dopadem na životní prostředí. V roce 2015 Green Deal neexistoval a zakladatelé Josef Burian a Janem Otoupalík vytvářeli první strategii. Technická diagnostika umožňující prodlužovat a maximálně využívat životnost strojů a strojních součástí, byla první volba. K tomu Jan uvádí: ,,Když jsme dávali 4dot pevnější obrysy, vznikla kategorie produktů, která měla snižovat spotřebu materiálu a energie.“ Tou kategorií je Technologický monitoring, který hlídá stabilitu procesu, umožnuje zvyšovat přesnost a snižuje zmetkovitost. To přináší úspory CO2. Technologický monitoring naplňuje cíle 4dot, Green Dealu i potřeby průmyslu snižovat náklady. Technologie je dnes již připravená k masivnímu nasazení v průmyslu.
Budujte s námi udržitelný průmysl. Jsme připraveni.
Technická diagnostika reaguje na potřebu průmyslu efektivně využívat zdroje akumulované ve strojních zařízeních. Například zvyšuje dostupnost strojů. Tím začalo i 4dot. První specializací byl nároční segment pomaloběžných ložisek. Malé otáčky vyžadovaly sofistikované zpracování signálu jako jsou MUSA analýzy. Od pomaloběžných ložisek již nebyla dlouhá cesta k diagnostice netočivých strojů.
První nasazení na netočivém dílu byl nástroj lisu ve Škoda Auto. Rám lisu pod nástrojem se plasticky deformuje, tím se zvyšuje napětí v upínači. Problém je, že upínač může prasknout za 2 nebo i za 6 měsíců. Pro prodloužení životnosti byla vytvořena technologie umožňující flexibilně řídit opravy rámu lisu.
Zvyšte dostupnost strojů a snižte stres pracovníků pomocí technologie 4dot.

Vnitřní struktura se testuje v minimálním rozsahu a destruktivním způsobem. To způsobuje vysoký rozptyl vnitřní struktury, který se kompenzuje robustnějšími, tedy těžšími součástkami. Toto platí pro tváření i obrábění.
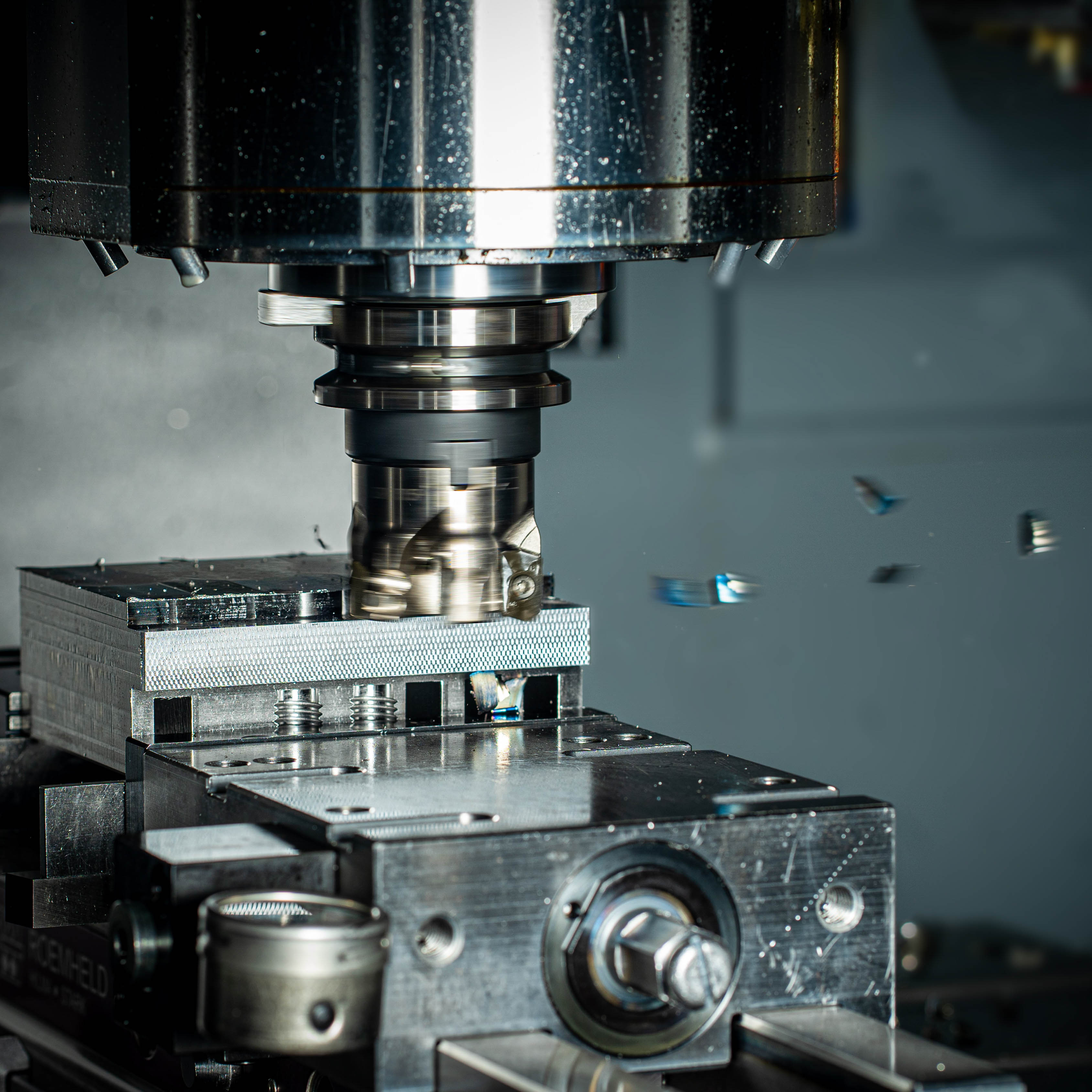
Zakladatelé 4dot Josef Burian a Jan Otoupalík se zaměřili na kontakt nástroje a výrobku. Stejně jako metrologie zajištuje správné rozměry, technologický monitoring zajištuje správnou vnitřní strukturu, tedy shodné mechanické vlastnosti jednotlivých výrobků. Ve výrobě může docházet například k neplánovaným pohybům nástrojů, to způsobuje rozdílnou vnitřní strukturu dílů. Senzory hodnotící proces umožnují zasahovat do stroje a seřizovat jej, parametry výrobku jsou pak v mnohem nižším tolerančním pásmu.
Technologický monitoring je metrologií 21 století. Snižujte s námi spotřebu materiálu.

Vyčíslení přínosů je nezbytné ke zhodnocení návratnosti investice. Proto zakladatel 4dot Jan Otoupalík začal dělit přínosy do dvou skupin. První skupina jsou vyčíslené přínosy, které mohou být například úspora materiálu, nářadí nebo práce. Druhá skupina jsou nevyčíslené přínosy. Rozdělení může být i na stejném typu stroje pro každou aplikaci odlišné.
U výpočtu návratnosti se vychází z vyčíslených přínosů, jejich parametry se ve firmách běžně sledují, a není třeba nic nového zavádět. Nevyčíslené přínosy se nejčastěji určují kvalifikovaným odhadem manažera jako násobek vyčíslených přínosů.
Běžně vyčíslované přínosy:
Běžně nevyčíslované přínosy:
S kalkulací vám pomůžeme. Začněte s námi snižovat náklady.

Tváření plechů má speciální přesné nástroje. Vyčísleným přínosem je prodloužená životností nářadí. Technologický monitoring sleduje, jestli nástroj není přetěžován nebo poškozen. Včasná detekce těchto stavů umožnuje stroj zastavit a nástroj cíleně opravit. To omezuje havárie a přináší úspory nářadí. Vyčíslené úspory nářadí jsou dostačující k prokázání návratnosti investice. Na snížený počet neshodných výrobků, zkrácení doby seřizování stroje a snížení stresu pracovníků se pak pohlíží jako na nevyčíslený přínos.
Jiným příkladem je broušení, u kterého může být zvýšení kvality vyčíslený přínos. Zkrácená životnost ložiska způsobená nedostatečným odběrem materiálu je také běžně vyčíslený přínos.

Pro zajištění přínosů není klíčový jen tým 4dot, ale i týmy našich zákazníků. Pro pracovníky v průmyslu je naše technologie nástroj k vytvoření nových standardů. Konstruktér může předepsáním technologického monitoringu snížit hmotnost součástky. Technolog vidí dovnitř procesu a může zkracovat časy a snižovat přídavky. Kvalita má z technologického monitoringu data o každém kusu. Údržba pomocí dat technické diagnostiky vidí do stroje a může provádět cílené opravy dávno předtím, než by výpadek stroje ohrozil kolegy z výroby.
Vytváříme nové průmyslové standardy. Přidejte se.
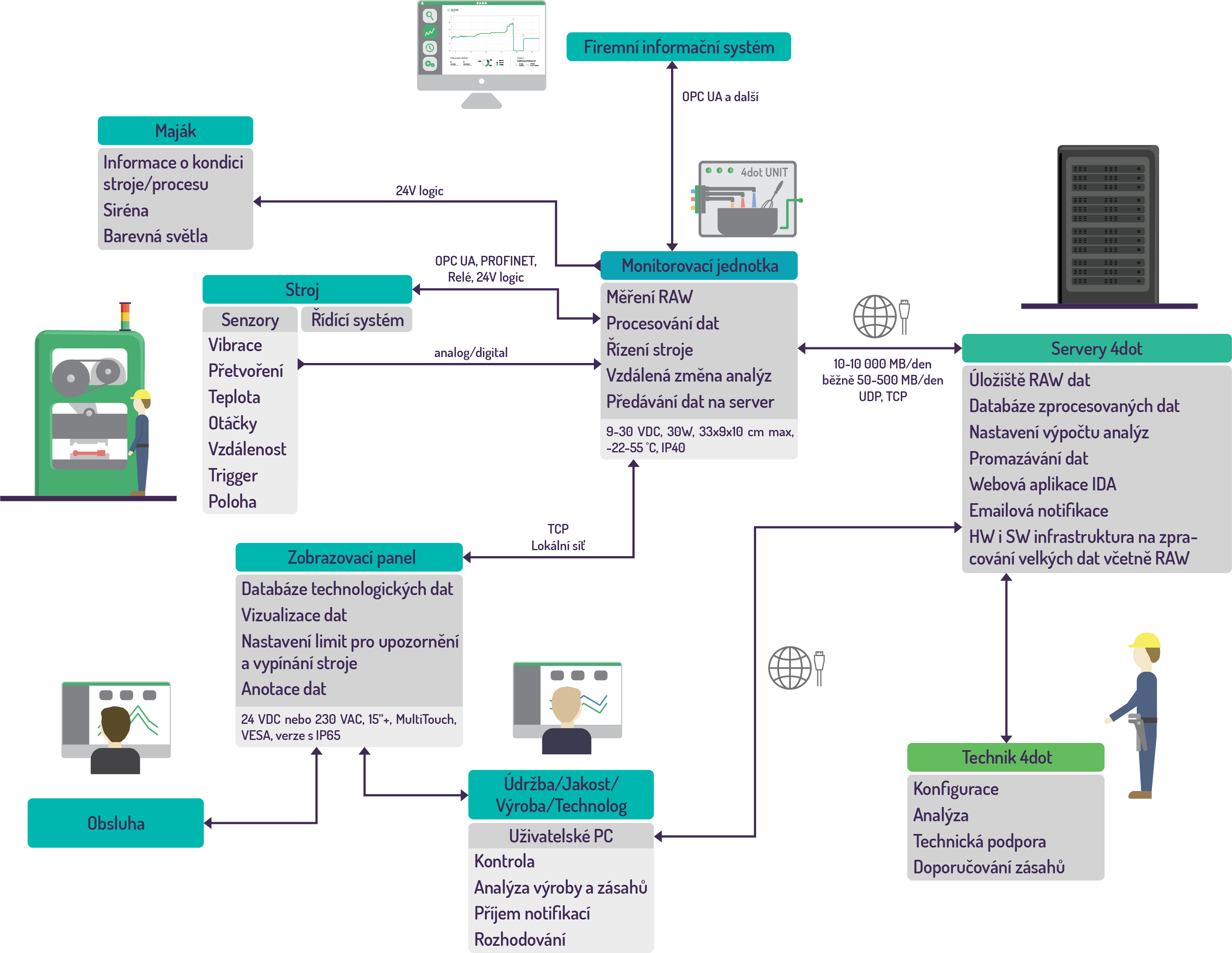

Monitorovací jednotka je mozkem monitorovacího systému. Jejím účelem je sbírat, zpracovávat a vyhodnocovat data. Hardware monitorovací jednotky dnes nakupujeme od společnosti NI ze Spojených států, software je výsledek vlastního výzkumu a vývoje. V roce 2016 jednotka sloužila ke sběru dat a jejich zasílání na server. To bylo dostačují pro technickou diagnostiku, ale ne pro technologický monitoring. Proto inženýři 4dot od roku 2017 postupně přidali zpracování a vyhodnocení dat, výstupy pro maják a komunikaci se zobrazovacím panelem. Toto řešení umožnuje používat jeden hardware a software pro různorodé aplikace.

Senzory jsou srdcem monitorovacího systému, data, která sbírají, jsou jeho hnací silou. Pro sledování kondice ložisek, jsme potřebovali senzory vibrací, teploty a otáček, to byl základ, od kterého se firma mohla odrazit. Pro technologický monitoring jsme potřebovali více typů senzorů, současně vyšší odolnost a přesnost senzorů. Postupně jsme přidali senzory přetvoření, vzdálenosti, tlaku. Pro nejnáročnější aplikace, kde se senzory umísťují do nástrojů, jsme vyvinuli vlastní senzory přetvoření a vibrací. Konstrukční řešení senzoru vibrací máme patentované.
Jsme připraveni instalovat senzory do nejnáročnějšího prostředí.
Zobrazovací panel je tváří monitorovacího systému. Při spolupráci v Jihomoravském kraji jsme narazili na absenci uživatelského rozhraní. Potřebovali jsme, aby obsluha mohla s monitorovacím systémem živě interagovat. Tak byly položeny základy technologického monitoringu, jak jej nabízíme dnes. U technologického monitoringu je zobrazovací panel hlavním komunikačním rozhraním. U technické diagnostiky může posloužit jak webová aplikace, tak zobrazovací panel.

Maják a propojení jsou ruce a nohy monitorovacího systému, umí vypnout stroj, přenášet informace a vyslat signál, co se právě děje. Vezmeme si nejjednodušší případ, kdy dojde k překročení mezní síly. Systém reaguje v řádu milisekund zasláním signálu “zastav“. Ve stejném čase systém rozsvítí na majáku červené světlo. Průběh síly a veškeré informace se zobrazí na zobrazovacím panelu. Menší množství informací směřuje do informačního systému a webové aplikace IDA. Tam se k nim ihned dostane mistr, údržba i technolog.

Servery 4dot jsou podvědomím monitorovacího systému. Nemusíte o nich dlouho vědět, ale když máte problém, tak vás dovedou nasměrovat. Severy 4dot se začaly rozvíjet krátce po vzniku společnosti, postupně se z nich stal komplexní nástroj na zpracování a intepretaci dat. Protože servery mají v porovnání s jednotkou ”neomezený“ výpočetní výkon, běží tam ty nejsložitější analýzy.
Stejně jako existují různé varianty mobilních služeb, existují různé úrovně služeb 4dot. Ty reflektují nároky jednotlivých strojů a typů výrob.
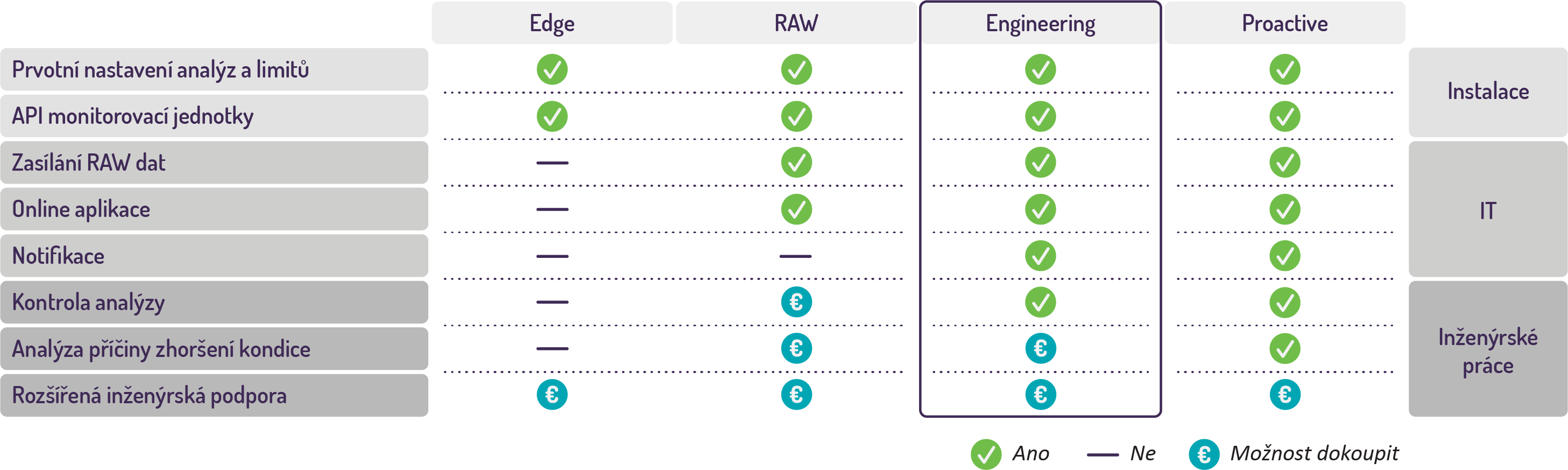

Varianta Edge je jako předplacená karta, vše je třeba si zajistit dopředu. Když nastane problém, má uživatel k dispozici data zpracovávaná přímo na jednotce nebo zaslaná do firemního informačního systému. Vždy lze využít inženýrské služby, jednotka však není připojena na servery 4dot, k analýzám je tedy jen malé množství dat.

Varianta RAW je tarif bez volných minut. Máte rychlý přístup k inženýrským službám, ale čeká vás hodinová sazba. V této situaci už jednotka zasílá data na servery 4dot, kde se ukládají a zpracovávají. Uživatel má po celou dobu přístup do webové aplikace. Když nastane problém, je možné využít rozšířenou technickou podporu. Ta může být poskytnuta obratem, RAW data jsou na serverech 4dot připravena k analýze. Jan Otoupalík doplňuje: ,,Analýza RAW dat, je takové cestování v čase. Když po roce zjistíte, že je třeba analyzovat i jiný problém, spustíme analýzy na serverech 4dot, a máte možnost vyhodnocovat data zpětně.“
Varianta Engineering je standardní tarif s dostatkem volných minut. V rámci této varianty jsou všechny výhody vyrianty RAW. Pokud nastane problém, uživatel dostane automaticky emailovou notifikaci. Technici 4dot provedou automaticky podrobnou analýzu a vydají doporučení pro daný stroj.

Varianta Proactive je obdobou neomezeného tarifu. Technici 4dot a technici uživatele tvoří jeden tým, který pečuje o stroj a výrobu. Kontrola analýz a limitů je prováděna průběžně. Jak nastane problém, uživatel dostane plný servis varianty ingeneering včetně analýzy příčiny problému. Může tak podniknout potřebná opatření, aby omezil opakování daného problému.
Nasaďte tuto variantu na klíčové stroje, jejichž výpadek nebo zhoršení kvality výroby omezí provoz celého závodu.
Rozšířenou technickou podporu můžeme chápat jako inženýrské činnosti poskytované 4dot, které jsou nad rámec poskytnuté varianty služeb. Toto je obchodní definice, ale v jaké situaci vás rozšířená technická podpora podrží?
Když s uživatelem stroje vybíráme moduly, vycházíme z pravděpodobnosti problému a ceny řešení tohoto problému. Stroje jsou jen výjimečně osazeny všemi dostupnými moduly. Nabízené moduly reflektují nejčastěji nejbolestivější problémy strojů a výroby. Může tedy nastat problém, pro který není na stroji potřebný modul. V tom případě není nic snazšího, než se obrátit na techniky 4dot a situaci jim popsat. Velmi často lze RAW data zpracovat tak, abychom navedli uživatel k hledání příčiny problému. Pokud naši inženýři vidí cestu ve zpracování signálu, nejčastěji využijí simultánního zpracování signálu pomocí MUSA analýz. Ty nám dávají nejlepší vzhled do stroje a na kontakt mezi nástrojem a výrobkem.
Pokud máte nestandardní problém na stroji, podělte se o něj s našimi techniky, možná již znají řešení, jen pro něj ještě nevznikl modul. Jsme tu, aby stroje vyráběly.